I had wanted to make a spot welder for a while. Most of the DIY spot welders use a momentary switch the primary side of the microwave oven transformer (MOT). Due to the simplicity of this design, it is very simple to make. This design however, has some inherent safety issues as the momentary switch is typically within reaching distance of the operator (unless a foot switch is used) and inadequate insulation could increase electric shock risk. Further more, the current flowing through the primary winding can significantly exceed the current rating of the switch and cause the switch to fail. Due to the inductive nature of the winding, the switch can sometimes arc over and pose significant risk to the operator.
Another problem of these simple spot welders is that the welding duration cannot be precisely controlled. This is mostly a problem when welding tabs onto battery terminals as excessive welding time can cause the battery terminal to heat up significantly which could shorten the life of the battery. So I set off to design a simple circuit that addresses these issues.
To switch the primary of the transformer, I used a TRIAC (BTA-41). BTA-41 is rated to handle 40A of current and is more than adequate for our purpose. C4 and R8 forms a snubber network for transient suppression. The TRIAC is triggered via an optocoupled TRIAC driver (MOC3061). By using an optocoupler we can isolate the control circuitry from the mains voltage and thus make the operation a lot safer.
To control the welding time, an 555 timer is configured in single shot mode (click the circuit below to see the high resolution version). R2, R4 and C3 together determines the output pulse width. Given the values used, the welding time can be adjusted between roughly 0.1s and 0.6s. The timer is triggered via R3 and C2. The reason an RC circuit is used for the triggering (as opposed to connecting pin 2 directly to the ground) is that the pulse width generated via charging C2 through R3 is significantly narrower than 0.1s and thus we can guarantee the minimum pulse width. Otherwise, if we held pin 2 at ground level manually, the minimal achievable pulse width would be depended upon how fast we ccould release the switch for as long as pin 2 is held low the output would be high.
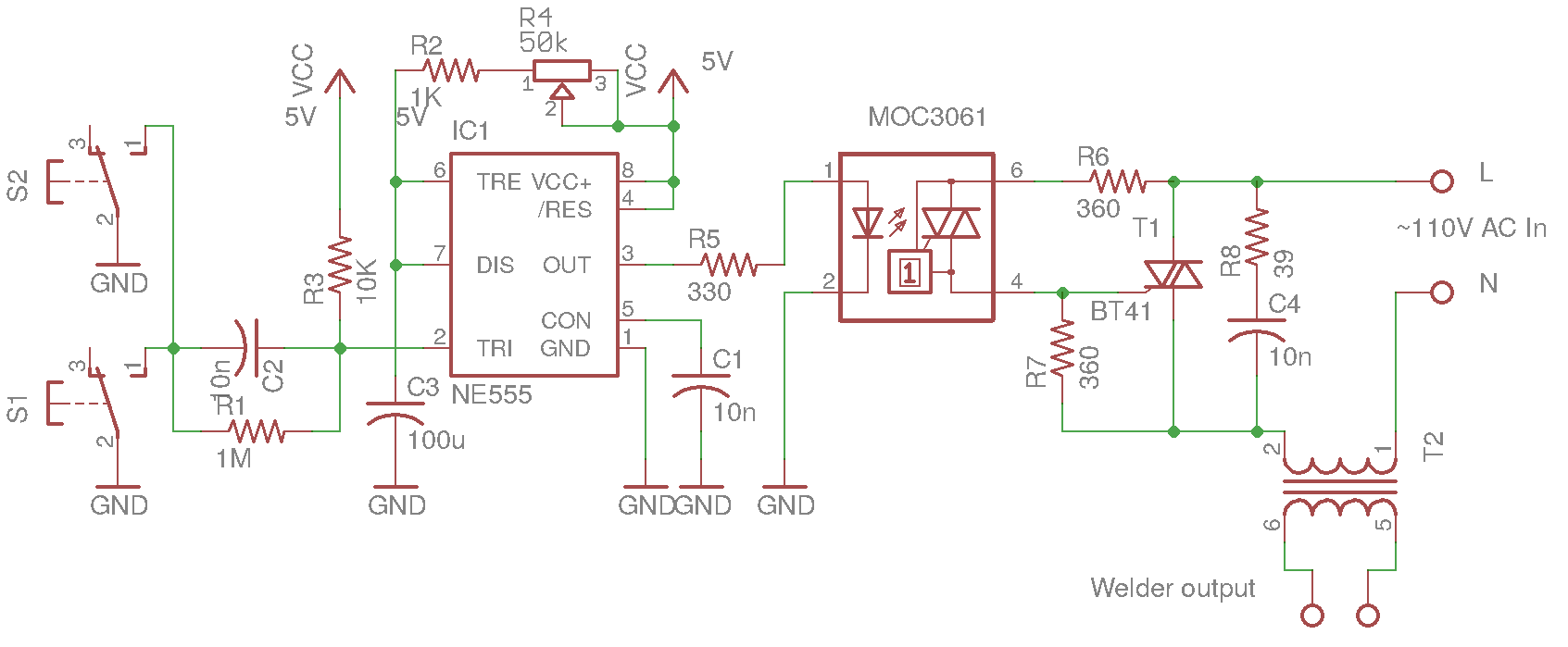
Two momentary switches are used for the triggers. One trigger is for using the main welding tips and the other is for the battery welder tips.
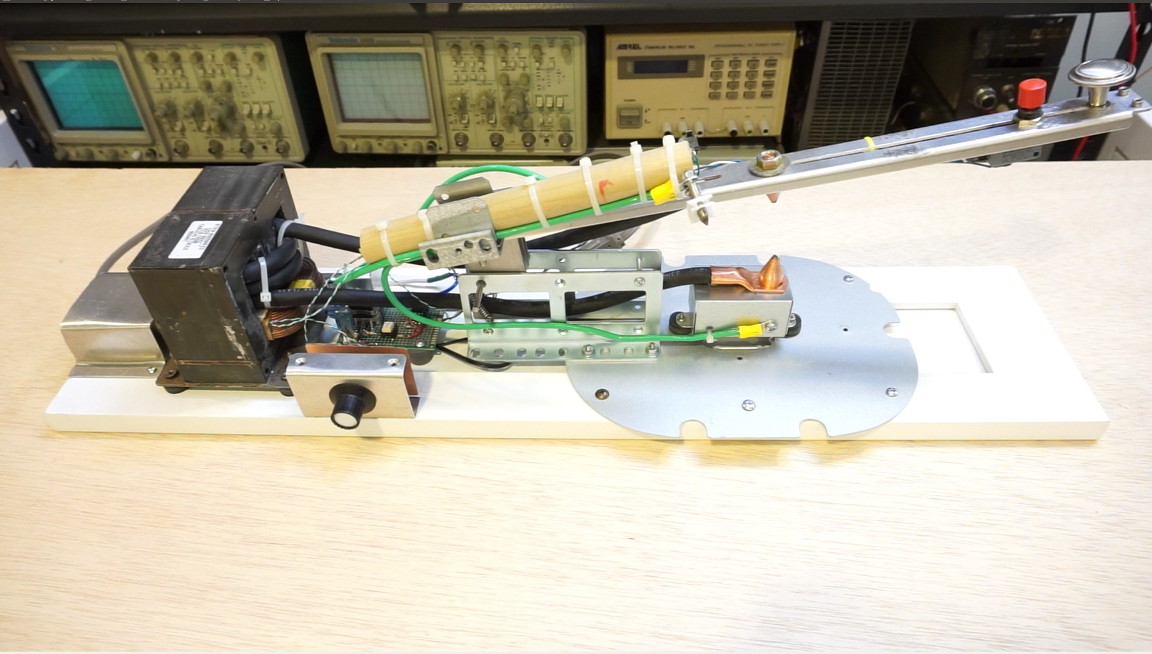
For the MOT, I removed the original high voltage secondary winding with a saw and manually wind a 4 AWG wire through three times. This produces an open circuit voltage of roughly 3V (AC). the secondary is then crimped onto two battery terminal lugs. With the transformer I used, the shorting current on the secondary is close to 1kA. Although we are dissipating more than 3kW while the transformer is only rated for 1.3kW, we are operating in pulse mode so there is no danger of overheating.
|
|
|
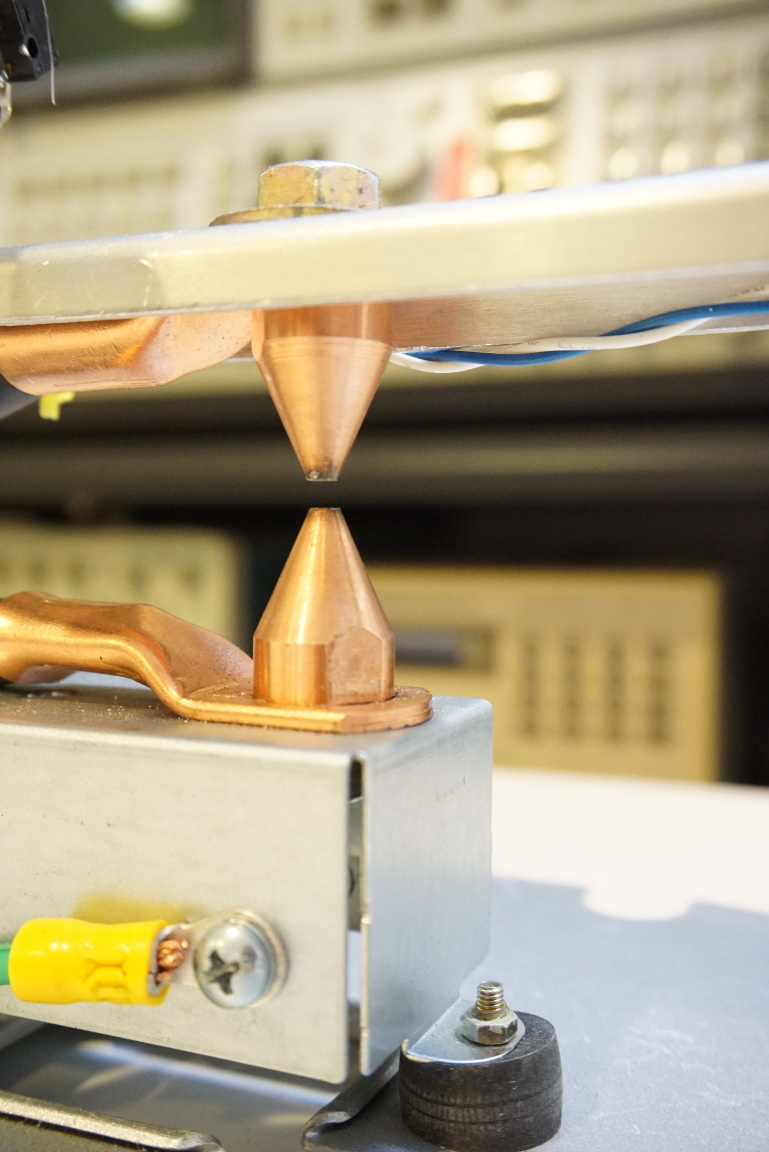
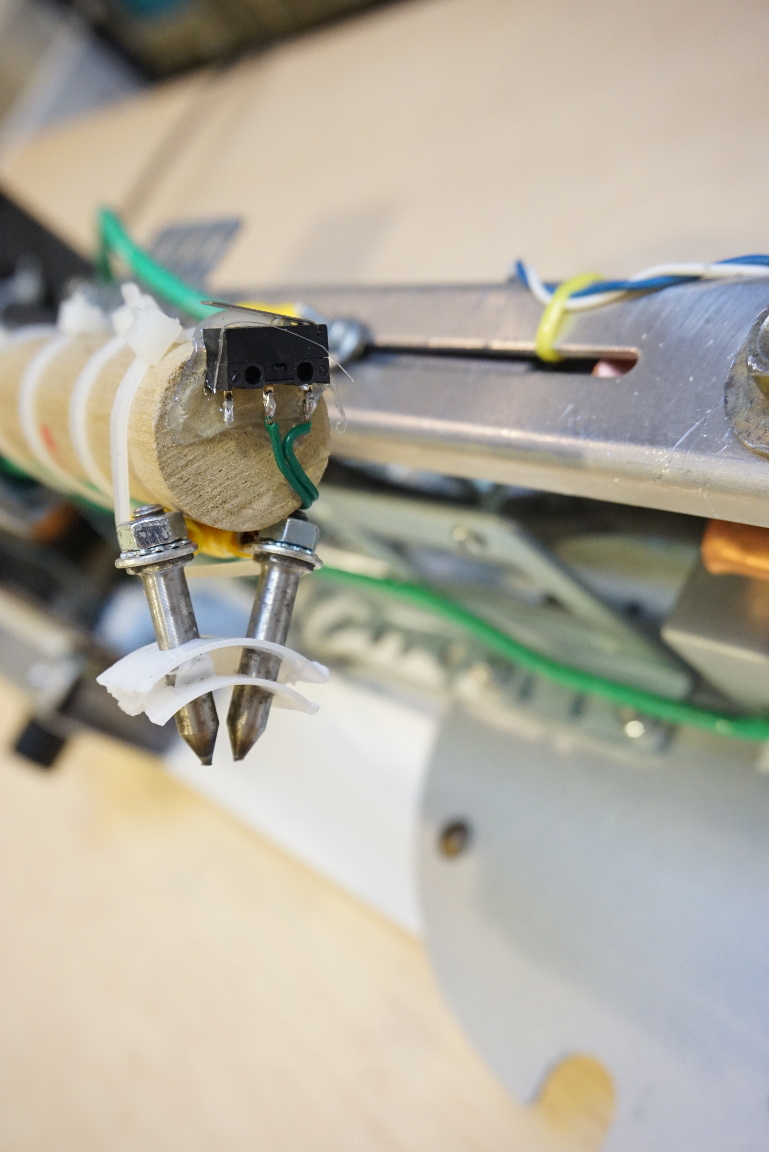
The pictures below illustrate the two sets of welding tips. The main welding tips is configured opposing each other. They are secured onto the terminal lugs via M5 screws. I used a salvaged server mounting rail as the lever. The main welding tips are useful for welding two metal sheets together but to weld battery tabs, we need both welding tips to be adjacent to each other. So I made another welding tip as you can see from the picture to the right below.
|
|
Since the material used for battery terminal welding are typically thin nickle strips, the welding time is typically very short (e.g. 0.1s) and the current does not need to be as high as welding thicker materials. For this reason the tips and wires I used are significantly thinner than the main welding tips. And the current through the battery tab welding tips is roughly 200A.
These two sets of welding tips are both connected to the secondary of the transformer and either set can be used at any given time via either of the momentary switches. I also built a holder so the battery tab welding portion can be stored on the main lever when not in use.
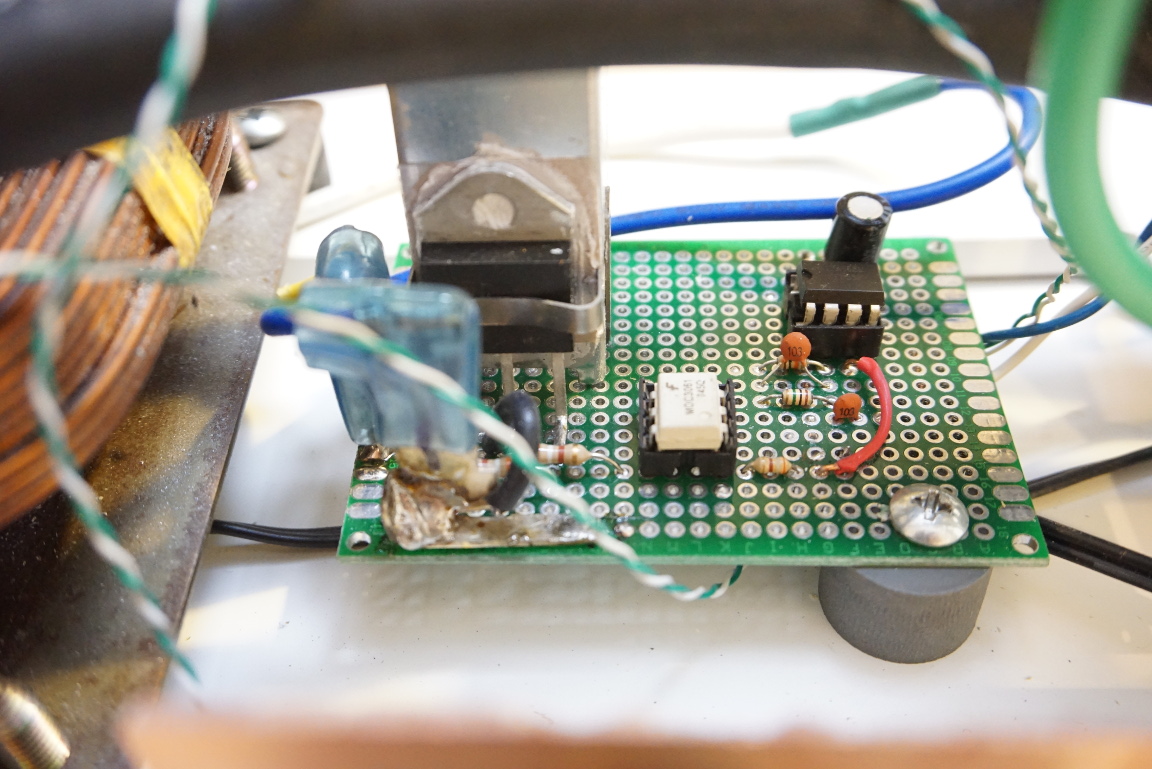
The following is a picture of the circuit board. The TRIAC is mounted on a small heatsink. Since the welder only operates periodically not continuously, the TRIAC never gets too warm.
Finally, here is a short video including some demonstrations.

